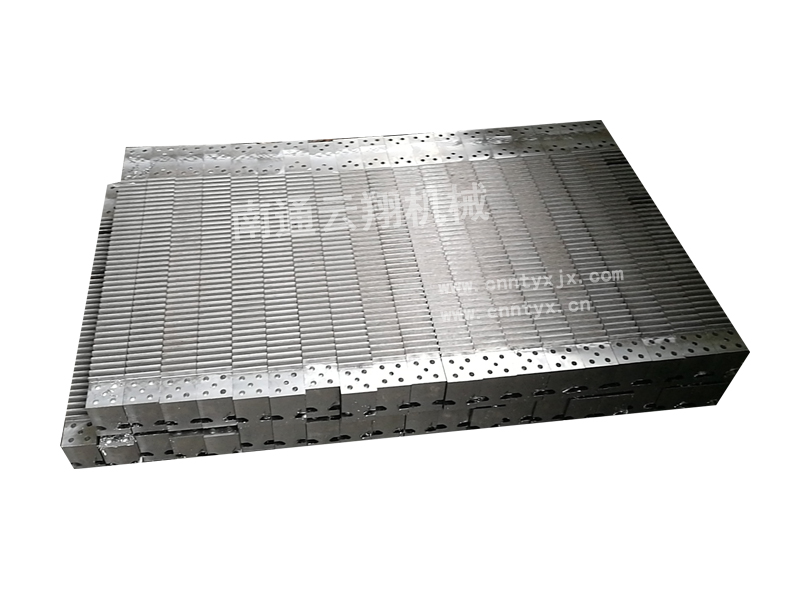
東陵斜齒條
發布日期:2021-08-18 01:08:18 網址:http://www.longqijingshun.cn 點擊:817 來源:南通云翔機械制造有限責任公司

東陵斜齒條材料的微觀組成和性能隨材料的位置狀態呈梯度變化的一種新材料。即把兩種互不相容的材料經過梯度過渡而合為一體。其制備方法主要為:沉積法、噴涂法、燒結法、自蔓延高溫合成法、滲透法等。上一篇:齒條的失效有著幾個重要的方面齒條的失效有著幾個重要的方面
齒輪加工過程中的操作要領 齒輪加工通常都使用滾齒機和插齒機來工作,對于調整維護方便,對于大規模的生產來說生產效率就會偏低后來對于滾刀、插刀刃磨后的再次涂鍍技術的產生,可以使得刀具能夠明顯地提高使用時間,能夠減少了換刀次數和刃磨時間,提高效率。
螺旋錐齒輪與準雙曲面錐齒輪的特點及其區別齒輪廠家 螺旋錐齒輪其主、從動齒輪軸線相交于一點,交角可以是任意的,但在絕大多數汽車驅動橋中,主減速器齒輪副采用90°角垂直布置方式。由于輪齒端面重疊的影響,至少有兩對以上的輪齒同時嚙合,因此,螺旋錐齒輪能承受較大的載荷,加之其輪齒不是在全齒長上同時嚙合,而是逐漸由齒的一端連續轉向另一端,使得其工作平穩,即使在高速運轉時,噪聲和振動也是很小的。
(4)切割機齒條全齒深、跳動、公法線特別是齒向是否合格主動錐齒條加工工藝介紹 主動錐齒條加工工藝 主動錐齒輪是汽車上的重要零件之一,其技術要求很高,南通云翔機械制造有限責任公司有限公司通過對其加工工藝的分析,對不足之處加以優化,實現了低成本、高品質的生產。
3、具有熱處理型/未熱處理型,同一模數可有多種強度;4、具有方形/圓形外觀,容易整合使用;5、多種材料:C45、合金鋼(CrMo)、不銹鋼(304)、工程塑膠(POM)。
齒輪傳動用來傳遞任意兩軸間的齒輪和動力,其圓周速度可達到300m/s,傳遞功率可達105KW,齒輪直徑可從不到1mm到150m以上,是現代機械中應用廣的一種機械傳動(2)壽命長,工作平穩,可靠性高; (3)能保證恒定的傳動比,能傳遞任意夾角兩軸間的運動。

東陵斜齒條齒條的加工方法介紹對付齒條的高硬度和高精度停止加工,特別是針對付齒條資料的熱處置、齒形加工和堆焊銅層,該當只管即便對齒條的齒形停止兩次的熱處置和兩次切割。一次的熱處置主如果贊助齒條的資料打消內應力,緊接著便是停止一次的齒形切割,在齒形切割的時刻該當預留出1-2毫米的余量;
擰緊力矩為24.5N.m,再將齒條導套彈簧帽倒退25用扭力計測量從空擋位置開始一圈之內的總預緊力矩,應保持在l.7~6.9N.m的范圍內。
東陵斜齒條采用盤形模數銑刀或指狀銑刀銑齒屬于成形法加工,銑刀刀齒截面形狀與齒輪齒間形狀相對應。此種方法加工效率和加工精度均較低,僅適用于單件小批生產。2.成形磨齒也屬于成形法加工,因砂輪不易修整,使用較少。
齒條、齒條加工及來料加工是我廠的主營業務齒條供應商-齒條廠系列主要進行各種類型,各種規格的齒條生產和加工。


