一級圓柱齒輪減速器裝配圖_云翔機械弧形齒條廠家
發(fā)布日期:2020-11-02 08:11:13 網(wǎng)址:http://www.longqijingshun.cn 點擊:930 來源:南通云翔機械制造有限責任公司

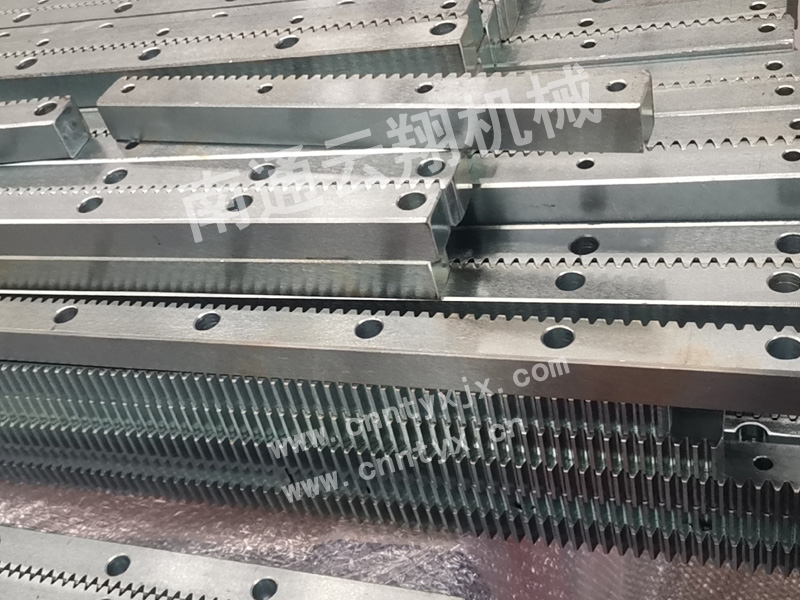
一級圓柱齒輪減速器裝配圖_云翔機械弧形齒條廠家1、滾齒機滾齒:可以加工8模數(shù)以下的斜齒2、銑床銑齒:可以加工直齒條3、插床插齒:可以加工內齒
銑床除能銑削平面、溝槽、輪齒、螺紋和花鍵軸外,還能加工比較復雜的型面,效率較刨床高,在機械制造和修理部門得到廣泛應用齒輪加工廠的精加工工藝主要包括哪些內容? 精加工是齒輪加工廠的后一個步驟,精加工工藝主要包括基準的選擇和齒輪毛坯的加工兩個部分。
毛坯鍛造之后大多需要采用等溫正火,以期獲得良好的加工性能和趨勢變形的均勻金相組織;對于精度要求不高的低速網(wǎng)柱齒輪可以熱前剃齒而熱后不再加工,徑向剃齒應用擴大了剃齒應用范圍;圓柱齒輪熱后分為珩齒加工和齒輪加工兩種方式,珩齒的成本低但是齒形修正能力相對較弱,東莞齒輪加工的精度高而成本高;采用了沿齒高方向的齒頂修緣和沿齒長方向的鼓形齒修形工藝能夠顯著降低齒輪嚙合噪聲和提高傳動性能,是被廣泛關注的研究領域。齒輪磨齒加工的優(yōu)點有哪些磨齒加工是用砂輪作為刀具來磨削已經(jīng)加工出的齒輪齒面,用以提高齒輪精度和表面光潔度,這種加工方法稱為“磨齒”。這種加工方式的優(yōu)點有哪些呢? 1、深冷處理時,在鋼的硬度、沖擊韌度、抗拉強度變化不大的情況下,同步輪,非標齒輪,齒輪磨齒加工使其耐磨性顯著提高;
工作臺每次移距應等于斜齒條的法向齒距pn這種方法僅適用于銑削螺旋角較小的斜齒條。

夜接觸比,所以在降低樂音和防震動方面十分無效。它的長度品種豐厚,本錢低,價錢經(jīng)濟實惠,使用十分普遍。除此以外還要留意,齒條的規(guī)范齒距線是以齒條的底面為基準面運用測量用滾柱測量齒厚來完成的,假如對齒條的底面停止加工,能夠會使齒條的精度下降。在開端操作的時分需求留意,精細齒條是不是波動的固定在基面上了,有沒有齒牙的不平均接觸,配套的齒輪能
用成形法銑齒輪所需運動簡單,不需專門的機床,但要用分度頭分度,生產(chǎn)效率低這種方法一般用于單件小批量生產(chǎn)低精度的齒輪。

一級圓柱齒輪減速器裝配圖_云翔機械弧形齒條廠家 4、光滑性好:切削液能在工件與砂輪界面構成一層光滑膜,減少工件與砂輪接觸面間的直接摩擦; 5、清洗性好:這可將齒輪磨齒加工時產(chǎn)生的大量磨屑和砂輪粉末及時沖洗掉,以減少砂輪的梗塞; 6、冷卻性好:這不只能夠帶走磨削區(qū)域的大量熱量,降低磨削區(qū)域溫度,避免工件燒傷和產(chǎn)生裂紋,并且能夠減少磨削區(qū)域的化學作用,改善切屑對砂輪的粘結現(xiàn)象。
制造商與用戶的密切配合 刀具創(chuàng)新開發(fā)的前提是刀具制造商、機床制造商與用戶的合作,沒有這樣的協(xié)作,制造技術和材料開發(fā)領域的發(fā)展就難以奏效公司開發(fā)的另外兩項新技術表明了這種合作在解決復雜加工問題時的價值。
一級圓柱齒輪減速器裝配圖_云翔機械弧形齒條廠家其主要型號為:直邊梯形齒MXL型、XL 型、L型、H型、XH型、XXH型;T型齒(原西德)T2.5型、T5型、T10型、T20型;高扭矩HTD(圓弧齒)3M型、5M型、8M型、 14M型、20M型及STPD/STS齒型S2M型、S3M型、S4.5型、S5M型、S8M型、S14M型等等蝸輪蝸桿怎么判斷旋向將蝸桿立起看(軸向垂直于人眼的水平線),看螺紋曲線軌跡左邊高就是左旋,右邊高就是右旋;"蝸桿傳動的左右手定則"?
齒條的齒廓是一條直線,所以在齒廓上的各點都具有相同的壓力角,而且能夠等于齒廓的傾斜角,標準的值大約是二十度與齒頂線平行的任一條直線上都會具有相同的齒距以及模數(shù)。


