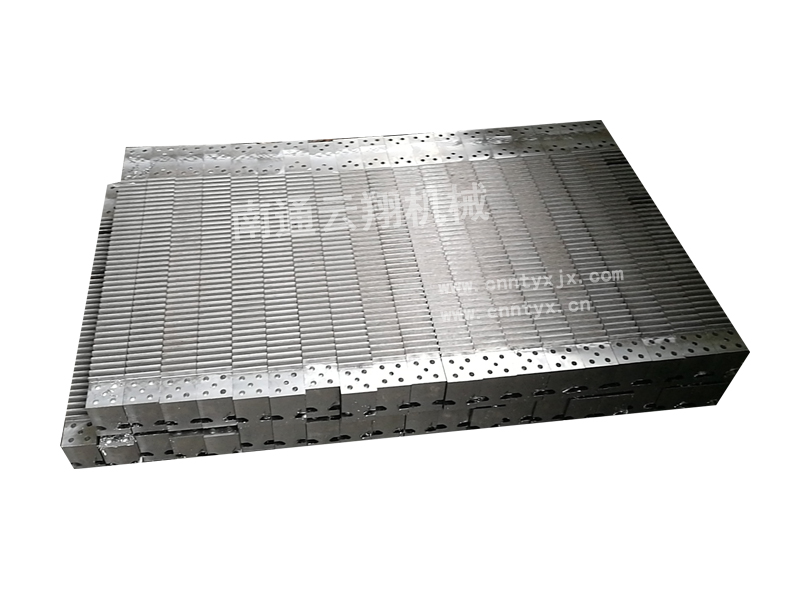
上城非標齒條
發布日期:2021-04-10 07:04:41 網址:http://www.longqijingshun.cn 點擊:719 來源:南通云翔機械制造有限責任公司

上城非標齒條3.讓刀機構工作不正常,回刀刮上工件表面。4.插齒刀刃磨質量不良。5、進給量過大,造成齒刀對齒條的切削不及時,從而造成了齒條表面粗糙
給我們引見一下齒條傳動的雕琢機運用直齒跟斜齒之間的區別從道理上剖析,斜齒是有螺旋角β的,當然這個是專業的說法,我們用通俗的說法來說,就是這個齒是歪著的,而直齒是直的,這個很好了解,那么正由于斜齒有螺旋角,所以在受力的時咬合的時分受力面積更年夜,天然而然的,接受才能也比直齒的絕對而言要強一些,當然兩者之間的區別并不會十分年夜,詳細的數據客戶可以去訊問雕齒條刻機廠家的手藝員,這種比擬仔細的數據普通只要手藝員才會比擬理解。

齒輪齒條制造能力:公司采用恒溫車間磨削齒條加工,可以達到DIN5級精度,并可選訂DIN6,DIN7,DIN8,DIN9,DIN10等級別的精密齒條。研磨齒面的齒輪齒條嚙合噪音小,高速移動平穩,適合于高速、高精度的移動場合。
關于錐齒輪的齒可以是直的,螺旋形或準雙曲面直齒錐齒輪齒居然有同樣的問題,直正時齒輪-因為每個齒嚙合,它會影響相應的齒的一次。
當齒條模數為65mm時,齒輪直徑約1m,岡機身高度所限而無法采用。當采用銷輪時,銷輪直徑約300 mm,人僅尺寸較小,而且輸出牽引力也較大。反擊破碎機齒軌與溜槽的彎曲,在水平面為土1。,垂直面為土3。。再大的彎曲將使節距和中心距變化增大,滑動系數增大,嚙合的兩齒面“張口”,降低接觸面積,從而使接觸比壓升向,造成磨損加劇,特別是在大傾角工作面切口處,雷蒙機廠家齒軌的磨損更嚴重。銷輪倉軌式無鏈牽引存在以下幾個問題:齒軌允許彎曲角度是所有齒軌行走機構中小的,適應工作面起伏和彎曲變化的能力較差。齒條加工是切割的(俄羅斯采取軋制成形),顎式破石機其加工精度較差,且由于齒條體積較大難于進行熱處理,因此強度和耐磨性受到限制。實際使用中斷條磨損現象較突齒輪齒條的設計原理
因為配對的齒輪中,小輪負擔較重,因此為使大小齒輪工作壽命大致相等,小輪齒面硬度一般要比大輪的高硬齒面齒輪的承載能力高,它是在齒輪精切之后,再進行淬火、表面淬火或滲碳淬火處理,以提高硬度。

上城非標齒條 驅動橋主動錐齒條是發動機縱置車輛都必須配備的驅動橋的重要零件之一,屬于軸類零件,由圓錐形的齒部和安裝軸承的軸徑和聯接傳動的花鍵軸及外螺紋組成,是將發動機的動力傳遞到驅動車輪的重要傳動齒輪。傳統車削工藝的不足 傳統的車削加工工藝采用以仿形車床為主的工藝,不僅工序多、流程長,而且質量控制和物流管理都不能滿足精益制造的要求。
機廂門和圍欄門用機械-電氣互鎖3驅動裝置 加節裝置設在機廂的頂部,是一臺手動或機動的小型動臂式起重機。
上城非標齒條(l)在有關零件上涂上潤滑脂。(2)將齒條裝人齒條殼體中,應注意從小齒輪側將齒條裝入齒條殼體,裝配時,不要轉動齒條,不要損傷轉向齒條的齒面。裝好后,調整好齒條的槽口側,以使小齒輪能正確地處于其內側。(3)將小齒輪裝人齒條殼體,裝配時,要保證小齒輪尾端固定在下軸承內。
引起動載荷的因素 ①齒輪的制造誤差(基節和齒形誤差)和安裝誤差 ②輪齒受載后產生彈性變形 ③嚙合齒對的剛度變化 ④大、小齒輪的質量(轉動慣量) 3.齒間載荷分配系數Kα: 嚙合區內齒間載荷分配,可表查 4.齒向載荷分布系數Kβ: 扭矩引起載荷分布顯示精密齒條數控強力成形,而且開始助力汽車工業汽車轉向齒條是汽車齒條齒輪轉向系統中的關鍵件。


